
Publicado em 29/03/2018
Resumo
Identificado um fenômeno (problema), dentro de uma organização, formado uma equipe e esboçado através de um mapa de raciocínio, o Belt conseguirá visualizar como será conduzido o projeto, quais ferramentas serão utilizadas, bem como, ter estabelecido uma meta para o projeto, nos direciona para uma análise mais profunda do processo em que se aplicará o projeto, nos conduzindo de forma segura com base no PDSA para a próxima fase seguinte do DMAIC. O intuito deste intento é conduzir o passo a passo da fase seguinte do DMAIC, onde será demonstrado o roteiro da fase Medir em um projeto seis sigma.

Figura 1: Seis Sigma – DMAIC
No artigo 3 de uma série 5, publicado no site PMKB, nos remeteu no início como buscar projetos de melhoria, bem como o passo a passo na elaboração de um projeto seis sigma, onde foi remetido o passo a passo da estrutura DMAIC a fase Definir
Na fase Definir, foi mencionado exemplos de fenômenos que se possa aplicar projetos de seis sigma em uma organização, onde, de todo os tópicos a serem seguidos para a conclusão da fase definir e como conseqüência, prosseguir para a fase Medir, o ponto mais importante de se avaliar, antes de prosseguir para a fase seguinte é o mapa de raciocínio, cuja a ferramenta conduzirá o Belt para uma análise mais criteriosa de como iniciar o projeto, bem como quais ferramentas utilizar durante as fase seguintes do projeto, bem como a validação deste projeto com os stackholders através do contrato do projeto.
Validado a fase inicial do DMAIC, a fase “definir”, onde, através de uma matriz de escopo, foi definido o fenômeno que será atribuído um projeto de seis sigma e a sua posterior validação à alta direção, prosseguiremos neste 3 artigo em uma seqüência de cinco artigos, a metodologia da fase Medir, onde detalhamos o passo a passo desta fase.
Fase M – Medir
A Fase Medir do DMAIC é a fase mais determinante no projeto de seis sigma, onde será atribuída as análise de dados quantitativos e dados qualitativos. Nesta fase são utilizadas ferramentas qualitativas tais como mapas de processo, espinha de peixe, matriz de causa e efeito e matriz de esforço e impacto e por fim as ferramentas quantitativas com o uso do Minitab 17, tais como estatísticas descritivas, histograma, boxplot, pareto, gráfico seqüencial, cartas de controle NP, P, U, C, capabilidade e análise sistema de medição (MSA)
Para implantar esta fase, deverá ser seguir os seguintes passos:
- Avaliar o fenômeno (problema) a que se destinou o projeto;
- Coletar dados internos e externos, voz do processo (X), quanto a Voz do cliente (Y);
- Avaliar tendência desses dados (Gráfico Times series Plot). No minitab: stat/times series plot.
- Estratificar estes dados para ser definido em uma matriz de priorização – Gráfico de pareto. No Minitab: stat/quality tools/pareto chart.
- Validar minha coleta de dados com estudos de MSA. No Minitab: Stat/quality tools/gage study/Gage RR study (Crossed)
- Estabelecer a estatística descritiva (média, mediana, primeiro quartil, terceiro quartil, desvio padrão). No Minitab: stat/basic estatistics/display descriptive statistics.
- Elaborar mapa de processo demonstrando as atividades que agrega e não agrega valor, bem como focar na atividade em estudo.
- Fazer análise de causa (Matriz de causa e efeito): No Minitab: stat/quality tools/cause and effect.
- Elaborar a matriz de esforço e impacto onde, através desta matriz determinará a priorização das causas potenciais para ser analisadas na fase seguinte.
- Elaborar Boxplot para avaliar a concentração dos dados no primeiro Quartil ou terceiro Quartil, determinando se no histograma é possível de se ter uma curva de sino e se essa curva é simétrica ou assimétrica. No Minitab: Graph/boxplot.
- Elaborar histograma para avaliação da curva de Gaussen, conhecida como curva de sino.
- Avaliar a distribuição dos dados, se os dados coletados é uma distribuição normal e se possuem outliers. No Minitab: Graph/Probability Plot..
Caso a distribuição de dados não forem uma distribuição normal, deve-se efetuar a transformação por Box-Cox, cujo resultado obtido de lambda, deverá efetuar a transformação logaritima pelo Box-Cox.No Minitab: Stat/control charts/box cox Transformation. Após efetuada a transformação podemos elaborar as cartas de controle e/ou realizar estudos de capabilidade.
Um aspecto importante de que o Belt deve-se atentar, é avaliar a configuração de sua de coleta de dados para elaboração de uma carta de controle, pois no Minitab há modelos de carta de controle, atribuídas a cada situação de uma base de dados. Quando a coleta de dados é por VARIÁVEL, onde o subgrupo é 1, utilizamos a carta X e AM, já subgrupos maior que um e menor que 10, utilizamos a carta X e R e para subgrupos maior que 10, utilizamos a carta X e S.
Já os dados for por ATRIBUTO, utilizamos as cartas P, NP, carta U e carta C conforme tabela abaixo:
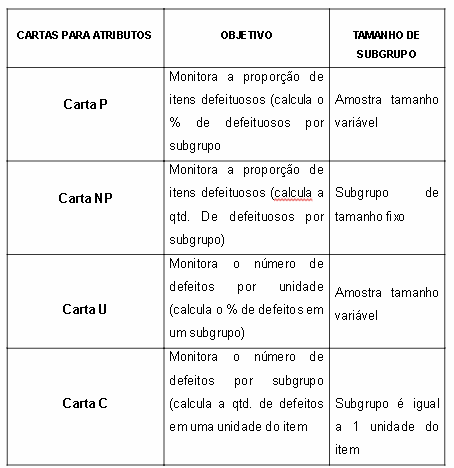
Tabela 1 – Tipos de cartas de controle. Fonte: Apostila de Black Belt Voitto Consultoria e treinamento
Efetuar estudos de capabilidade. No Minitab: Stat/quality tools/capability analisys/Normal para dados normais.
Avaliar o nível sigma do processo. Com os dados coletados, avalia-se o nível sigma do processo para a condição antes e depois da tomada de ação. No Minitab: Stat/quality tools/capability analisys/Normal/clique em opções e selecione aa opção análise Global e Z benchmark e em seguida OK.
O nível sigma é nomeado pela estatística como Z. Ele representa a quantidade de desvios padrões que se pode “encaixar” entre um valor determinado e a média do processo.
O Zst é a capabilidade de curto prazo, que representa o melhor que o processo pode ser, já que se trata de uma base de dados centrada e sem variações. Já o ZLt é a capabilidade do processo a longo prazo, ou seja, quando uma base de dados representa a medição de várias amostras do processo ao longo prazo.
Considerando o nível sigma o Zst (capabilidade de curto prazo), tendo como tolerância de variação aceitável 1,5 sima, representado pela fórmula:
Zst= Zlt+1,5 sigma
Figura 4: Calculo capacidade Sigma
Desenvolvendo a Fase Medir de forma assertiva, com base na proposta direcionada na fase definir, supracitada no artigo 2 desta série de cinco artigos, são grandes as chances de sucesso para se prosseguir para a fase seguinte, a fase “Analise” com um bom direcionamento do eventual incomodo, garantindo uma correta análise das principais causas acometidas, que acarretam na ocorrência do incomodo.
Bibliografia:
- Disponível em : http://www5.fgv.br/ctae/publicacoes/Ning/Publicacoes/00-Artigos/JogoDeEmpresas/Karoshi/glossário/PREMIO_BA.html. Acesso em 05/12/2016
- WERKERMA Cristina. Criando a cultura Seis Sigma.Belo Horizonte. Editora Werkerma. Série 1, 2010
- Apostila Treinamento black Belt Voitto Consultoria e Treinamentos. Disponível: www.voitto.com.br. Acesso: Março/2017

Sobre o colunista:
Junio Carvalho Reis, Cursou até o 4º ano de Administração de empresa, é graduado em Gestão Industrial, Pós-graduado em Engenharia da Qualidade, MBA em Gestão Ambiental, Formação em Green Belt pela EDTI e formação em Green Belt e Black Belt pela Voitto Consultoria. Atua como gestor de Sistema de Gestão da Qualidade Automotiva. Possui 12 anos de experiência em indústrias, dentr e elas indústrias de auto peças, indústria gráfica, indústria de informática. Possui experiências com implantação de sistemas de Gestão e auditorias de SGQ ISO 9001, ISO TS 16949, IATF 16949, ISO 14001, QSB FIAT,QSB GM, e OCP, Formação em Auditor Lider em ISO 9001:2015 e ISO 14001:2015, ambas registradas pela Global Exemplar. Possui experiência com certificação de produtos Inmetro (OCP) nas normas de fabricação de botijões, válvulas, cilindros industriais, extintores de incêndio e tanques GNV.Atua como líder de grupos de melhoria, promovendo projetos de kaizen e projetos de seis sigma como Green Belt. E-mail de contato: juniocarvalhoreis@bol.com.br
Se você tem comentários, sugestões ou alguma dúvida que gostaria de esclarecer, aproveite o espaço a seguir.
Ainda não recebemos comentários. Seja o primeiro a deixar sua opinião.
Compartilhe:
Artigos
 Ciclo de Vida do Produto, Ativo e do Projeto: relacionamento e o que importa para gestão de projetos
Ciclo de Vida do Produto, Ativo e do Projeto: relacionamento e o que importa para gestão de projetos Estruturação e Disponibilização de Dados de Orçamentação: Desafios e Soluções Baseadas em BI e Data Analytics
Estruturação e Disponibilização de Dados de Orçamentação: Desafios e Soluções Baseadas em BI e Data Analytics Perdas em Orçamentos de Obras: Estudo de Caso na Execução de Uma Linha de Transmissão com Fundações tipo Tubulão em Solos com Baixa Coesão
Perdas em Orçamentos de Obras: Estudo de Caso na Execução de Uma Linha de Transmissão com Fundações tipo Tubulão em Solos com Baixa Coesão


Deixe uma resposta